How to Judge Laser Cutting Quality: 5 Key Indicators for Buyers
Have you ever received a batch of laser-cut parts that looked fine at first glance, only to discover during assembly that the holes didn't line up, the edges were rough, or the parts simply didn't fit together? Or perhaps you have compared samples from multiple suppliers and struggled to tell which one actually delivered better quality? These are common frustrations for procurement professionals, quality engineers, and product developers. The difference between good laser cutting and poor laser cutting is not always visible to the naked eye—but it shows up in assembly time, rework costs, field failures, and ultimately, your bottom line.
At Lingyufab, we understand what it takes to deliver consistent laser cutting quality. With over 20 years of precision manufacturing experience since 2003 and certification as a core supplier for Mitsubishi Electric, we have learned exactly what separates reliable laser cutting from mediocre work. This guide walks you through five practical indicators to evaluate laser cutting quality—so you can make informed sourcing decisions and avoid costly mistakes.
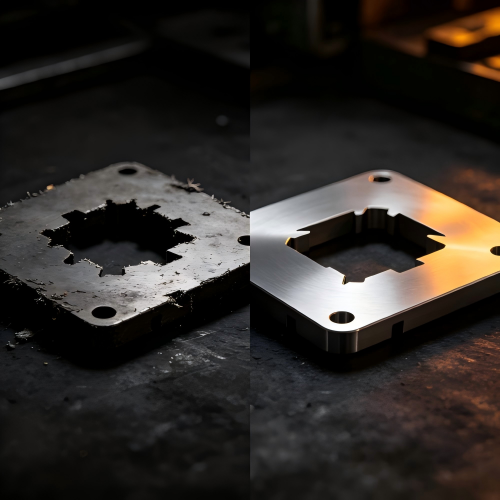
Indicator 1: Cut Edge Quality and Smoothness
The cut edge is the most immediately visible indicator of laser cutting quality. A high-quality cut edge should be smooth, straight, and free of excessive burrs, dross (resolidified metal), or roughness.
What to look for:
Burrs — Small raised edges or protrusions along the cut line. Some burrs are inevitable, but excessive burrs indicate incorrect cutting parameters (speed too fast, power too low, or incorrect focus). Burrs require secondary deburring operations, adding time and cost to your project.
Dross — Resolidified metal that sticks to the bottom edge of the cut. Excessive dross indicates insufficient assist gas pressure or incorrect cutting speed. Heavy dross is difficult to remove and can affect part fit and function.
Cut surface roughness — The cut surface should be relatively smooth. A rough, striated surface suggests improper focus, incorrect speed, or worn optics. Rough surfaces may require additional finishing and can compromise weld quality if the part is to be welded.
Color discoloration — Heat-affected zone discoloration is normal, but excessive discoloration or a wide heat-affected zone indicates too much heat input, which can alter material properties.
Acceptance guidelines:
Condition
Acceptable
Requires Attention
Burr height
≤0.1mm for most applications
>0.2mm—requires deburring
Dross
Light dross removable with light scraping
Heavy dross requiring grinding
Cut surface
Smooth with fine striations
Rough, jagged striations
Discoloration (stainless)
Light yellow/bronze
Dark blue/black—excessive heat
Discoloration (carbon steel)
Light blue/grey
Heavy scaling or deep discoloration
Note: Specific acceptance criteria should be defined in your drawing and agreed with the supplier.
What it means for you: Parts with clean edges require less secondary processing, fit together better, and look more professional. At Lingyufab, our Japanese quality standards demand consistent edge quality across every batch, not just the first piece.
Indicator 2: Dimensional Accuracy and Consistency
Laser cutting is valued for its precision, but not all laser cutting is equally accurate. Dimensional accuracy refers to how closely the cut part matches the drawing dimensions. Consistency refers to whether all parts in a batch are the same.
What to look for:
Hole size and position accuracy — Holes should be the correct diameter and in the correct position within the specified tolerance. Misaligned or oversized holes cause assembly problems and may require rework.
Overall part dimensions — The part should match the drawing dimensions within the specified tolerance. Check critical dimensions with calipers or other measuring tools.
Part-to-part consistency — Compare multiple parts from the same batch. Are they dimensionally identical? Significant variation indicates inconsistent cutting conditions or poor machine calibration.
Kerf compensation — The laser beam has a width (kerf). A quality supplier compensates for this in the cutting program to ensure the part dimensions match the drawing. Failure to compensate results in undersized parts.
Acceptance guidelines:
Typical laser cutting tolerance: ±0.1mm for most materials and thicknesses
High-precision cutting: ±0.05mm achievable with well-maintained equipment and optimized parameters
Part-to-part variation: Should be within the specified tolerance across all parts in a batch
Critical dimensions: Always verify against your drawing—tighter tolerances may increase cost
Note: Tolerances should always be specified on your drawing. Discuss tolerance requirements with your supplier upfront.
What it means for you: Dimensional accuracy determines whether your parts fit together in assembly. Inconsistency between parts means you cannot rely on them to be interchangeable. Lingyufab maintains rigorous dimensional inspection at multiple stages to ensure every part meets your specifications.
Indicator 3: Hole Quality and Feature Definition
Holes, slots, and other cut features are often the most demanding part of a laser cutting job. Poor hole quality is one of the most common—and most frustrating—quality issues.
What to look for:
Hole roundness — Round holes should be truly round, not oval or misshapen. Oval holes indicate issues with cutting speed, axis synchronization, or machine calibration.
Hole diameter accuracy — The hole should be the correct size. Oversized holes may be caused by incorrect kerf compensation or excessive power. Undersized holes may require drilling or reaming—adding cost and time.
Hole edge quality — The inside of the hole should be smooth, not rough or burnt. Poor hole edge quality indicates incorrect cutting parameters or insufficient gas pressure.
Small feature definition — Small holes, narrow slots, and fine details require precise control. If the supplier cannot produce small features accurately, they may lack the equipment or expertise for your application.
Acceptance guidelines:
Hole diameter tolerance: Typically ±0.1mm for standard holes
Hole roundness: Deviation should be within the specified tolerance
Minimum hole size: Typically 0.8-1.0x material thickness for quality holes
Slots and narrow features: Width should be at least material thickness for reliable cutting
What it means for you: Holes are where fasteners, hardware, and other components attach. Poor hole quality means loose or misaligned connections. At Lingyufab, we optimize cutting parameters specifically for holes and features, ensuring they meet your requirements.
Indicator 4: Heat-Affected Zone (HAZ) and Material Integrity
Laser cutting uses heat to melt and vaporize metal. The heat-affected zone (HAZ) is the area of the material that has been altered by this heat—even though the material was not directly cut. A larger HAZ can cause warping, discoloration, and changes in material properties.
What to look for:
Warping or distortion — Heat can cause thin or long parts to warp or bow. Flat parts should remain flat. Warped parts will not assemble correctly and may require post-processing to flatten.
Discoloration — Some discoloration is normal, but excessive or uneven discoloration indicates too much heat input. In stainless steel, excessive heat can reduce corrosion resistance by depleting chromium.
Cracking or surface degradation — Excessive heat can cause micro-cracks or surface degradation, particularly in thick sections or heat-sensitive materials.
Thickness consistency — In extreme cases, the cut edge may have been melted and resolidified, creating a hard, brittle edge that is difficult to machine or weld.
Acceptance guidelines:
Stainless steel discoloration: Light yellow/bronze is normal; dark blue/black indicates excessive heat
Carbon steel discoloration: Light blue/grey is typical; heavy scaling suggests overheating
Flatness: Parts should sit flat on a surface plate without rocking (gap ≤0.5mm)
Material integrity: No visible cracks or surface degradation along the cut edge
What it means for you: Material integrity affects part strength, corrosion resistance, and long-term reliability. Lingyufab's experienced operators carefully balance cutting parameters to minimize HAZ while maintaining productivity.
Indicator 5: Nesting Efficiency and Material Utilization
While not a quality characteristic of the parts themselves, nesting—the arrangement of parts on the metal sheet—affects your cost and the supplier's efficiency.
What to look for:
Tight nesting — Parts should be arranged to maximize material utilization and minimize waste. Poor nesting wastes material and increases your cost.
Proper spacing — While tight nesting is efficient, there must be sufficient spacing between parts to prevent heat buildup and distortion. Inadequate spacing can affect cut quality and cause warping.
Minimized scrap — A good supplier works to minimize scrap and maximize usable material. Higher scrap means higher material cost passed on to you.
Acceptance guidelines:
Material utilization: Aim for >80% sheet utilization for efficient production
Minimum spacing: Typically 0.5-1.0mm between parts, depending on material thickness
Scrap reduction: Supplier should demonstrate efficient nesting in their quotation
What it means for you: Efficient nesting reduces material waste and lowers your overall cost. Lingyufab uses advanced nesting software to maximize material utilization while maintaining the spacing needed for quality cutting.
Beyond the Parts: Evaluating the Laser Cutting Supplier
The five indicators above help you evaluate the parts themselves. But quality parts come from quality suppliers. When choosing a laser cutting partner, consider these additional factors:
Equipment capability — Modern, well-maintained laser cutting systems with the right power and features for your material and thickness are essential.
Operator experience — Skilled operators make a significant difference. They know how to set parameters, spot problems early, and make adjustments to maintain quality.
Inspection and quality control — Does the supplier have a quality control system in place? Do they inspect parts during production, not just at the end? Do they measure and document results?
Material control — Is material properly stored and handled? Does the supplier provide material certifications (Mill Test Certificates) for traceability?
How Lingyufab Delivers Quality Laser Cutting
Lingyufab is a professional sheet metal fabrication manufacturer based in Shanghai, China, with over 20 years of precision manufacturing experience since 2003. We follow strict Japanese quality standards and are a certified core supplier for Mitsubishi Electric.
Our laser cutting quality commitment:
Precision equipment — We use modern, well-maintained laser cutting systems capable of handling a wide range of materials and thicknesses. Our equipment is regularly calibrated to maintain accuracy and consistency.
Experienced operators — Our team has decades of combined experience in laser cutting. They understand how different materials respond, how to set parameters for optimal results, and how to spot quality issues before they become problems.
Rigorous quality inspection — We inspect parts at multiple stages: after cutting, before downstream processing, and before shipment. We measure critical dimensions, verify hole accuracy, and inspect edge quality to ensure every part meets your specifications.
Material traceability — Every batch of raw materials comes with a Mill Test Certificate (MTC), ensuring full traceability and compliance with your material requirements.
Integrated fabrication services — Because laser cutting is often just one step in your project, we also offer CNC bending, welding, assembly, surface treatment, and fastener installation—all in-house. This integration ensures fit and quality across every step of your project.
Quick Laser Cutting Quality Checklist
Use this checklist when inspecting parts at your supplier or upon delivery:
What to Check
Acceptable
Reject / Needs Attention
Burr height
≤0.1mm
>0.2mm
Dross on bottom edge
Light, removable with light scraping
Heavy, requiring grinding
Cut surface
Smooth with fine striations
Rough, jagged striations
Discoloration (stainless)
Light yellow/bronze
Dark blue/black
Discoloration (carbon steel)
Light blue/grey
Heavy scaling, deep discoloration
Dimensional tolerance
Within ±0.1mm of drawing
Outside specified tolerance
Hole roundness
Truly round, within tolerance
Oval or misshapen
Hole edge quality
Smooth inside
Rough, burnt, or irregular
Part flatness
Lays flat (gap ≤0.5mm)
Warped or bowed (>0.5mm)
Part-to-part consistency
All parts match within tolerance
Visible variation between parts
Getting Started with Your Laser Cutting Project
If you are sourcing laser-cut sheet metal parts and want to ensure quality, here is a simple process:
Define your requirements clearly — Specify material, thickness, tolerances, and any critical dimensions or features. Clear requirements reduce the risk of miscommunication.
Request samples or initial batch — Before committing to volume production, request a sample or small initial batch to evaluate quality. Use the five indicators and the checklist above to assess the supplier's capability.
Review the supplier's quality system — Ask about their inspection process, equipment maintenance, and material control procedures.
Start small and scale — Once the supplier has demonstrated consistent quality, scale up production with confidence.
If you are looking for a reliable laser cutting partner, please don't hesitate to contact us. Our engineering team is available to review your drawings and provide a free quality consultation.
Conclusion
Evaluating laser cutting quality does not require a technical degree—just a clear understanding of what to look for. By inspecting cut edge smoothness, dimensional accuracy, hole quality, heat-affected zone integrity, and nesting efficiency, you can separate reliable suppliers from mediocre ones. And by working with an experienced partner like Lingyufab—who combines precision equipment, skilled operators, rigorous quality control, and integrated fabrication services—you can avoid costly mistakes and ensure your parts meet your quality standards.
FAQs
Q1: What is considered a good cut edge quality?
A good cut edge is smooth, straight, and free of excessive burrs or dross. Burr height up to 0.1mm is generally acceptable for most applications. The cut surface should have fine striations, not rough or jagged patterns.
Q2: How do I check hole quality in laser-cut parts?
Check that holes are round, not oval, and that they match the specified diameter within ±0.1mm. The inside of the hole should be smooth, not rough or burnt. Use calipers or a bore gauge to verify dimensions.
Q3: What causes warping in laser-cut parts?
Warping is caused by excessive heat input, which creates thermal stress in the material. It is more common in thin materials and long, narrow parts. Proper cutting parameters and part spacing can minimize warping.
Q4: Can Lingyufab laser cut stainless steel?
Yes. Lingyufab laser cuts stainless steel (grades 304 and 316) as well as carbon steel, aluminum, and galvanized steel. We adjust cutting parameters to maintain edge quality and minimize heat-affected zone discoloration.
Q5: How does Lingyufab ensure consistent quality across batches?
We inspect parts at multiple stages—after cutting, before downstream processing, and before shipment. Our operators follow standard operating procedures, and our equipment is regularly calibrated to maintain accuracy and consistency.
Q6: What is the typical lead time for laser cutting projects?
Lead time depends on material availability, part complexity, and quantity. Simple, standard parts can be processed quickly, while complex parts with unique requirements may take longer. Contact our team for a specific timeline based on your project.